
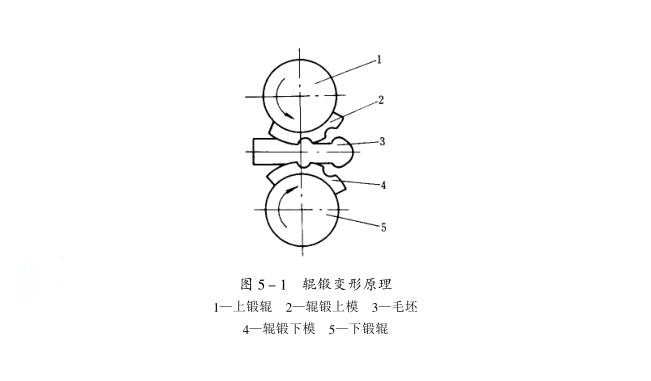
輥鍛是近幾十年將縱向軋制引入鍛造業(yè)并經(jīng)不斷發(fā)展形成鍛造新工藝,屬于回轉(zhuǎn)壓縮成形類(lèi)的范疇。圖5-1為其變形原理簡(jiǎn)圖。輥鍛機(jī)的上、下兩個(gè)鍛輥軸線平行、轉(zhuǎn)向相反。安裝在鍛輥上隨其旋轉(zhuǎn)的輥鍛模藉助摩擦將縱向送進(jìn)毛坯曳入并連續(xù)地對(duì)其局部施壓,使毛坯受壓部位的截面積和高度都減小,寬度略有增加,長(zhǎng)度的延伸較大。故輥鍛多用于以延伸變形為主的鍛造過(guò)程,比模鍛具有較高的技術(shù)經(jīng)濟(jì)優(yōu)越性,其特點(diǎn)為:
所需工作載荷較小:連續(xù)地對(duì)毛坯局部施壓所需成形力較模鍛小,一般選用小能力的輥鍛機(jī),再配置較小能力的整形設(shè)備即可。
生產(chǎn)效率高:多型槽輥鍛的生產(chǎn)率大體上與模鍛相當(dāng),而單型槽一次輥鍛的生產(chǎn)率則提高顯著,約為錘上模鍛的5~10倍。
材料消耗少:輥鍛件的材料利用率一般都在80%以上。輥鍛件的內(nèi)在質(zhì)量?jī)?yōu)良力學(xué)性能好,疲勞壽命高。
勞動(dòng)條件好:輥鍛時(shí)無(wú)沖擊,振動(dòng)和噪聲都小,勞動(dòng)條件有很大改善,易于實(shí)現(xiàn)機(jī)械化和自動(dòng)化。
國(guó)內(nèi)外都對(duì)輥鍛工藝的應(yīng)用和發(fā)展極為關(guān)注。輥鍛除可為模鍛制坯外,對(duì)長(zhǎng)軸類(lèi)、板片類(lèi)中某些鍛件可實(shí)現(xiàn)終成形,初成形與局部成形的鍛造過(guò)程。故在工業(yè)應(yīng)用中常將輥鍛分為制坯輥鍛與成形輥鍛兩類(lèi)。
視輥鍛成形的程度不同,又將成形輥鍛區(qū)分為終成形輥鍛、初成形輥鍛和局部成形輥鍛三種。
國(guó)外多用輥鍛為模鍛制坯,僅對(duì)截面變化簡(jiǎn)單的鍛件,如犁鏵、鋤頭、鋼叉、十字鎬、葉片等,才采用成形輥鍛工藝生產(chǎn)。目前,己建有多條萬(wàn)噸級(jí)的機(jī)械鍛壓機(jī)自動(dòng)線生產(chǎn)大型的汽車(chē)曲軸和前軸,這些自動(dòng)線都配置有輥鍛機(jī)承擔(dān)模鍛前的制坯工序。在葉片冷輥鍛機(jī)專(zhuān)用設(shè)備上,對(duì)航空發(fā)動(dòng)機(jī)渦輪葉片與壓氣機(jī)葉片實(shí)現(xiàn)冷精輥鍛的生產(chǎn)。

國(guó)內(nèi)自行設(shè)計(jì)、研制的第一條連桿輥鍛自動(dòng)線就是采用初成形輥鍛的工藝,該線1981年建成投產(chǎn)。生產(chǎn)表明該線投資少、生產(chǎn)效率高、鍛件質(zhì)量?jī)?yōu)良,技術(shù)經(jīng)濟(jì)效益十分顯著。


