鍛模和鍛件毛坯與其他機(jī)械零件一樣,都是由切削、電加工、鍛造、軋制、擠壓、焊接、鑄造、研磨或拋光等加工方法制造出來的。不同的加工方法會(huì)造成零件表面具有不同的表面波紋度和粗糙度。

1、波紋度
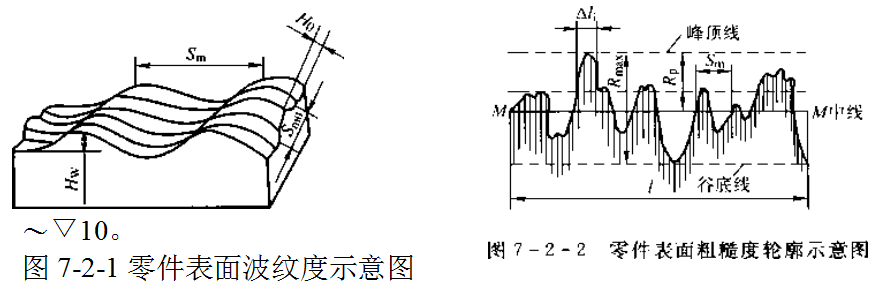
波紋度定義為由周期出現(xiàn)的波峰與波谷構(gòu)成的幾何形狀(圖7-2-1);波紋度的波長比波紋 的高度大得多,通常二者之比在40倍以上。這種波紋度經(jīng)常是由于切削加工的不均勻進(jìn)刀、不 均勻的切削力或機(jī)床振動(dòng)引起的;對(duì)摩擦有一定影響,但不是重要的。
2、表面粗糙度
圖7-2-2所示為表面粗糙度輪廓示意圖。粗糙度是在較短距離內(nèi)(通常為2Mm~800Mm) 出現(xiàn)的凹凸不平(通常為它是摩擦學(xué)研究中最重要的一類表面特征。
表示表面粗糙度(見圖7-2-2)的評(píng)定參數(shù)有很多種,其中常用的有:輪廓的算術(shù)平均偏差 島(輪廓偏距絕對(duì)值的算術(shù)平均值)、微觀不平度十點(diǎn)高度屋(5個(gè)最大的輪廓峰高的平均值與5 個(gè)最大輪廓峰谷的平均值之和的算術(shù)平均值)、輪廓最大高度Rmax(輪廓峰頂線與谷低線之間 的距離)、輪廓微觀不平度的平均間距Sm(輪廓微觀不平度間距的平均值)、輪廓單峰平均間距S (輪廓單峰間距的平均值)、輪廓支承長度率歸(輪廓支承長度與取樣長度之比)。各參數(shù)的含義 請(qǐng)參見國家標(biāo)準(zhǔn)GB 3503—83。此外,常用的表示表面粗糙度的評(píng)定參數(shù)還有輪廓的均方根 偏差。